.png")
.png")
 — копия.png")
 на поверхность асфальта и бетона. Данная установка надежна в эксплуатации и оснащена рычагом для смешивания материала. Емкость котла составляет 30 литров. При нанесении и работе с оборудованием необходимо соблюдение мер пожаробезопасности и техники безопасности.")














.jpg")


, не требуют специального оборудования для нанесения. Материалы имеет долгий срок службы, пожаробезопасны, обладают энергосберегающими свойствами. При правильном нанесении покрытий и соблюдением требований, производитель гарантирует срок службы не менее 10,15, и 20 лет. При соблюдении технического обслуживания покрытия, гарантия продлевается на последующие 10 лет.")



| ||
| ||
| ||
| ||
| ||
| ||
|
+7(495) 979-77-00; +7 (812) 989-88-00;









Оборудование для нанесения пропиток бывшее в эксплуатации
11.05.201718:2611.05.2017 18:26:43

Машина для нанесения пропитки 2500 VSS
Модель: 2500 VSS
Год изготовления: 2002

Машина для нанесения пропитки L-8000
Модель: L-8000
Год изготовления: 1994

Машина для нанесения пропитки Mini Mac Micro Slurry Sealer

Машина для нанесения пропитки F550
Модель: F550
Год изготовления: 2003

Машина для нанесения пропитки A325
Модель: A325
Год изготовления: 2010

Машина для нанесения пропитки SP-300
Модель: SP-300
Год изготовления: 2009

Машина для нанесения пропитки SP-300
Модель: SP-300
Год изготовления: 2012
Декоративная дорожная разметка термопластиком
28.01.201715:0828.01.2017 15:08:02
Поверхность асфальтобетонного покрытия нагревается, затем шаблон (трафарет) для тиснения вдавливается в нагретую поверхность асфальта и в последующем удаляется. Составные части из термопластика помещают в формы отштампованного асфальтобетона и соединяют вместе с допуском не более 0.5 мм, затем их нагревают, чтобы присоединить к асфальтобетону (метод тепловой сварки).Технология предназначена для городского движения с высоким трафиком. Термопластик не изменяет свои свойства от воздействия солнечного света, нефти, бензина, воды и соли или масел, содержащихся на асфальте.
Преимущества: быстрая установка;минимальное обслуживание; повышенная надежность; оптимальный износ.
2.0 Материалы и производительность
2.1 Состав, обработка и эксплуатационные характеристики
Требование к материалу:
Термопластик, поставляемый производителем должен иметь, не менее 30% равномерно распределенных стеклянных шариков на протяжении всей поверхности и обеспечивать немедленную отражение без дополнительных стеклянных бус, добавляемых на этот материал во время процесса нанесения его на поверхность.
Размеры и формы укладываемого материала должны соответствовать контуру оттиска шаблона (трафарета) на поверхности с допуском от 1 мм до 2мм.
Заранее подготовленные термопластичные материалы должны иметь единое соответствующее ночное отражение.
Используя LTL 2000 отражатель с 30 метровой геометрией, предварительно установленные термопластичные материалы, должны быть способны превысить отражение в 375 милли свечей для белого цвета. Пользовательский цвет отражения меняется в зависимости от темных цветов, производящих значительно меньше мили свечей.
Сопротивление заносу:
Поверхность заранее приготовленного термопластичного материала должна обеспечивать необходимое сопротивление скольжению значением в 45 BPN при испытании в соответствии с ASTM: E 303-74.
Толщина:
Минимальная средняя толщина заранее приготовленного термопластичного материала должна быть не менее 2.3мм.
3.0 Доставка, хранение и транспортировка
3.1 Упаковка и маркировка
Все изделия должны быть упакованы в стандартные закрытые контейнеры. Каждый контейнер отдельно упакованного компонента должен быть чисто и долговечно замаркирован и должны быть указаны дата производства, номер партии производителя, количество, цвет, идентификация компонентов и назначенное имя или формула номера спецификации вместе со специальными инструкциями.
Термопластичные материалы для термической сварки должны быть пригодными к применению и храниться в соответствии с рекомендациями производителя.
3.2 Доставка, хранение и транспортировка
Продукция должна поставляться на строительную площадку в запечатанной упаковке, на которой ясно указано назначенное имя, номер партии, цвет, дата изготовления, наименование производителя.
Хранить материал на строительной площадке следует в помещениях, защищенных от прямого солнечного света в теплом, проветриваемом и сухом месте при комнатной температуре; не допускать, чтобы наносимое покрытие затвердело.
С осторожностью следует отнестись к транспортировке упаковки во избежание прокола, нецелесообразного открытия или иного действия, которые могут привести к загрязнению продукта.
Никакие материалы, не должны быть использованы совместно с термопластиком без согласования с производителем.
4.0 Подготовка поверхности
4.1 Методы очистки
Не использовать обезжиривающие средства на основе растворителя для удаления пятен. Распылите обезжиривающие средства на площади пятна, и дайте постоять 15 минут. С помощью жесткой щетки или кисти, перемешать на площади пятна, удалить пятно и промыть водой. Повторите эту процедуру для серьезных пятен.
Тщательно промойте площадь пятна и дайте высохнуть в течение 24 часов.
4.2 Ремонт поврежденного асфальта
Повреждения и трещины асфальта должны быть отремонтированы при помощи технологии инфракрасного подогрева поврежденного участка
до того момента, когда асфальтобетон будет в состоянии пластичности что бы обеспечить процесс смешивания (температура асфальта не должна превышать 163 гр. по С со свежим асфальтом, если это необходимо для обеспечения процесса ремонта.
4.3 Подготовка нового асфальта
Укладка асфальтовой смеси должна быть осуществлена квалифицированным персоналом в соответствии с нормами и правилами, действующими на территории.
5.0 Применение
5.1 Условия окружающей среды
Поверхность должна быть сухой как минимум 24 часа до непосредственного применения термопластика. Температура 4.5° С и выше является рекомендуемой и минимальной температурой воздуха и поверхности.
5.2 Оттиск поверхности асфальта
Асфальт должен быть медленно нагрет до максимальной температуры 163ºC на глубину не менее 2.5 см. Необходимо регулярно производить контроль температуры чтобы не перегреть асфальтобетон.
Рекомендуется для этого процесса нагрева рекомендуется инфракрасный нагреватели (оборудование с циклическим нагревом SR60 или SR 120).
Периодические циклы прогрева в границах выполнения работ, гарантируют проникновения тепла без перегрева поверхности асфальтобетона.
После того, как поверхность достигла рекомендуемой температуры, трафареты из стали или термопластика должны быть помещены на поверхность и вдавлены в нагретый слой асфальта с помощью вибрационного уплотнителя.
Применяемый трафарет для получения оттиска должен быть вдавлен на полную глубину, чтобы позволить заранее приготовленным термопластичным заготовкам оставаться ниже поверхности асфальта при их укладке. Глубина этого трафарета должна быть не более чем 6 мм.
5.3 Перед непосредственным применением заготовки из термопластичных материалов, должны пластичны при температуре выше 10ºC с целью надлежащей установки в отпечатанные фасонную поверхность с необходимыми допусками.
Части термопластика помещаются на асфальт и соединяются вместе со смежными с допуском не более 0.5 мм и затем нагреваются, чтобы присоединиться к подложке.
Рекомендуемый источник нагрева инфракрасное оборудование с циклическим нагревом SR60 или SR 120.
Нагревание термопластичного материала производится плавно и циклами для обеспечения соответствующего качества производства работ.
Необходимо производить нагрев термопластика до тех пор, пока он не начнет плавиться.
Важно:
6.0 Толщина термопластика
6.1 Заготовки из термопластичного материала должны иметь толщину не менее 2.25 мм.
7.0 Исполнитель работ
7.1 Исполнитель должен быть сертифицирован производителем для выполнения работ.
8.0 Образцы и макеты
Образцы должны быть предоставлены владельцем (или владельцами представителя) на утверждение.
Образцы, должны отображать следующее:
Утверждаемые образцы и макеты представлены в виде панелей из ДВП 60см x 60см x 6.25мм, если иного не требуется.
9.0 Полевой Контроль Качества
9.1 Подрядчик для работы в рамках данного раздела, должен поддерживать программы контроля качества и вести журнал производства работ, который должен храниться на стройплощадке.
9.2 Журнал должен содержать следующую информацию:













Эффективное оборудование инфракрасного нагрева асфальта
27.09.201408:0227.09.2014 08:02:13
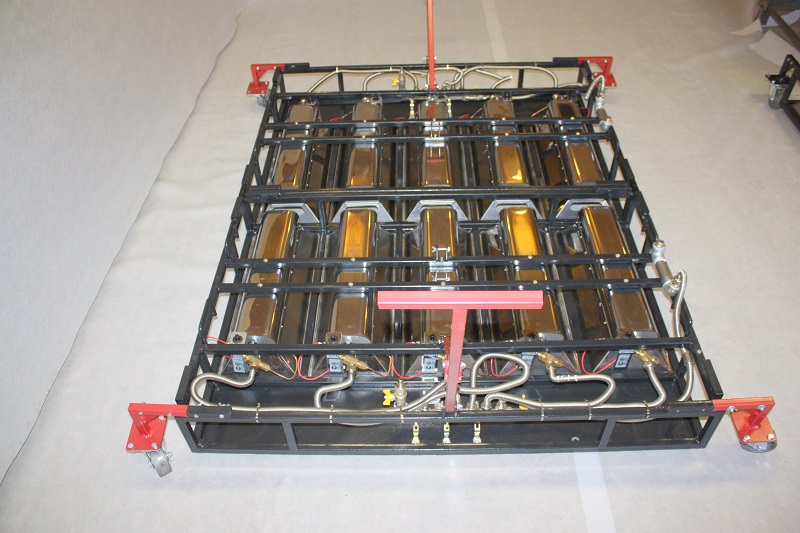
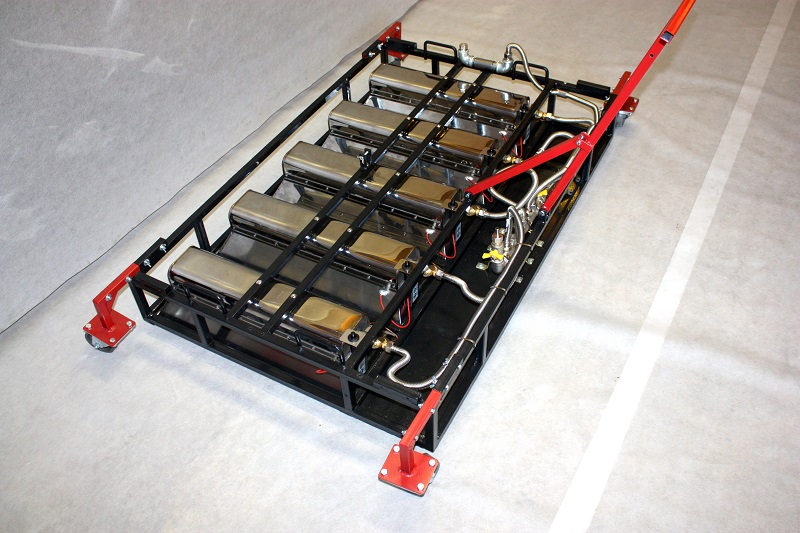
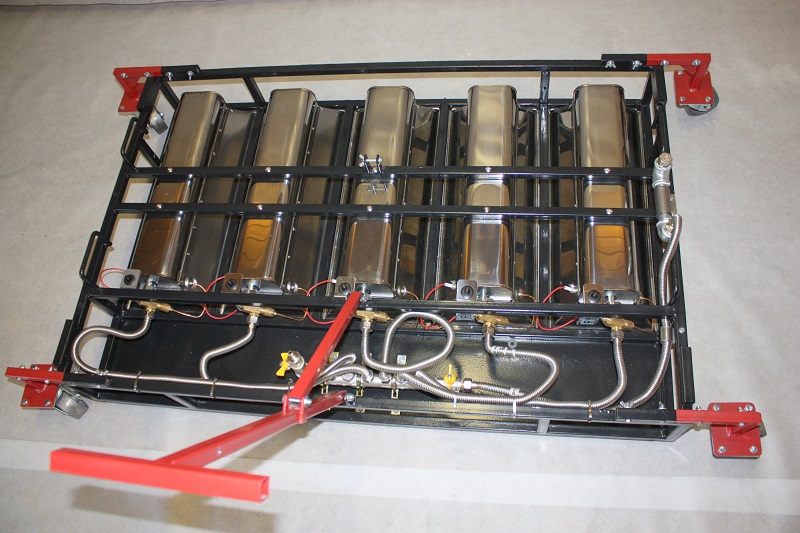
Портативная установка инфракрасного нагрева 2SV-98 предназначена для технологического нагрева материалов ( асфальт, бетон, металл, термопластик и т. п.) представляет собой комплект из десяти инфракрасных газовых керамических(металлических) горелок в сборе. Изделие имеет уникальный, компактный и автономный дизайн, доказанную надежность, эффективность и прибыльность. Идеально подходит для ремонта тротуаров, подъездных путей, парковок, теннисных кортов и других небольших площадок. 









Передвижной мини термобокс для нагрева и хранения асфальта HT-250
29.04.201418:2729.04.2014 18:27:53
Передвижной мини бункер - термобокс на раме для нагрева и хранения асфальта HT-250
Установка обеспечивает нагрев асфальта инфракрасными газовыми горелками до заданной температуры при выполнении работ по ремонту асфальтобетонных покрытий. Нагрев асфальтовой массы осуществляется горелками, расположенными в верхней части термобокса. Загрузка асфальта производится в верхней левой или правой сторонах бункера. Нагрев асфальта происходит на решетке. Как только асфальт нагревается, то он опускается в низ через решетку. Автономность - 9 - 10 часов. Производительность переработки от 2 до 5 тонн за смену.
Технические характеристики
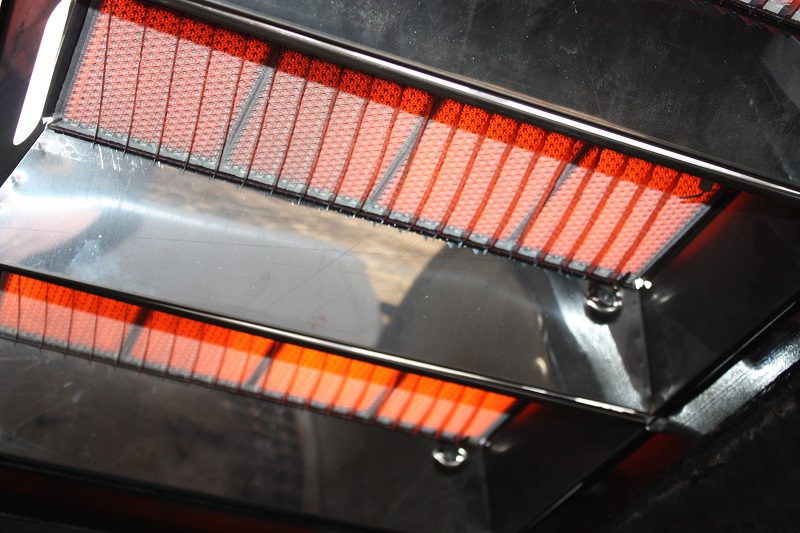
Розжиг в ручном режиме от горелки или зажигалки (опция пъезоэлемент). Уникальная система кратерных отверстий «Turbojet» на керамике предотвращает появление открытого горения - максимальная пожаробезопасность. Система безопасности – термопара – при погасании пламени мгновенно перекрывается подача газа. Плавная регулировка тепловой мощности за счет регулятора давления. Бесшумность в работе 
Комплектность:
Производитель (поставщик) оставляет за собой право изменить конструкцию установки (изделия) и комплектующие без дополнительного согласования.
Установки не предназначены для отопления жилых и не жилых помещений! Не использовать в подвальных помещениях! Перед началом работы ознакомиться с паспортом.
Удаление дорожной разметки и маркировки установками высокого давления воды
21.03.201411:4121.03.2014 11:41:46
Когда приходит в негодность горизонтальная дорожная разметка, ее необходимо обновить. Существуют много способов по снятию разметки, которые используются по всему миру: механическая, дробеструйная обработка, пескоструйная очистка, водоструйная, химическая и др. По сравнению со всеми водоструйная очистка самая эффективная.
Водоструйный способ
Водная струя высокого давления быстро снимает маркировку с поверхности и благодаря расчетам инженеров не изменяет обработанные поверхности бетона и асфальта.
Чистота
При очищении поверхности высоким давлением воды, которая оказывает на маркировку почти в 2750 бар, та рассыпается на мелкие частицы схожие с мелким песком. После проведения работы поверхность остается почти сухой. Оборудование совершенно также может удалить даже свеженанесенную маркировку
Пескоструйный способ против гидродинамического способа
Пескоструйная обработка проходит крайне медленно и очень ограничена в используемом материале, так как расход при таком способе очень велик. Так же при использовании этого способа песок может навредить системе или окружающим.
Водоструйная очистка поверхности удивительно быстра и почти не ограниченна в ресурсах. Также она может быть использована в других очистительных проектах. В общем, водоструйная очистка самая эффективная из всех других способов.
Очистка от природных загрязнений (грибка, плесени и т.д.)
Со временем из-за атмосферных воздействий на горизонтальных поверхностях или в швах между ними появляются природные загрязнения( грибки, плесень и т.д.). Это оборудование легко и быстро бесследно убирает загрязнения этого рода.
Снятие разметки и маркировки на ИВПП, перронах и аэродромах
Традиционно взлетно-посадочные полосы убирают стандартным методом (используя химические вещества). В последние годы, компании, производящие эти химические вещества, начали выпускать новый товар, который не вредит основанию покрытия и окружающей среде тоже не наносит большого вреда. Тем не менее, химический способ снятия разметки очень сложен, трудоемок и требует больше времени и средств чем гидродинамический способ. Он может составлять от 3 до более 5 этапов, а водоструйный только один.
1) Начальная промывка
Процесс начинается с общей промывки взлетно-посадочной полосы. Не обходимо, чтобы рабочая поверхность соответствовала требованиям производителя химического вещества. Как правило, это возможно только в условиях жаркого климата.
2) Применение химических средств
Применение самого материала требует обученный персонал и специализированное оборудование. Так же ,обычно, необходимо нанести несколько слоев, а это дополнительные убытки.
3) Чистка
Следующим шагом является чистка поверхности от маркировки крутящимся или каким-либо другой щеткой.
4) Промывка после чистки
После того как маркировка стала отходить от покрытия ее можно начинать смывать водой. Тем самым вы можете ускорить процесс, но если не рассчитать количество используемой воды, то можно смыть химические вещества от туда, где они еще нужны.
5) Окончательный пункт
После того, как были смыты все куски разметки их надо убирать, в этом вам поможет специальное вакуумное оборудование.
Подводя итоги: Химический способ один из самых сложных, долгих и не надежных способов снятия маркировки. Химический способ снятия маркировки и самый дорогой, так как в не задействовано много персонала, оборудования и рабочего материала.









Какие решения по выбору оборудования являются правильным для Вас?
Свяжитесь с нашим техническим представителем








